

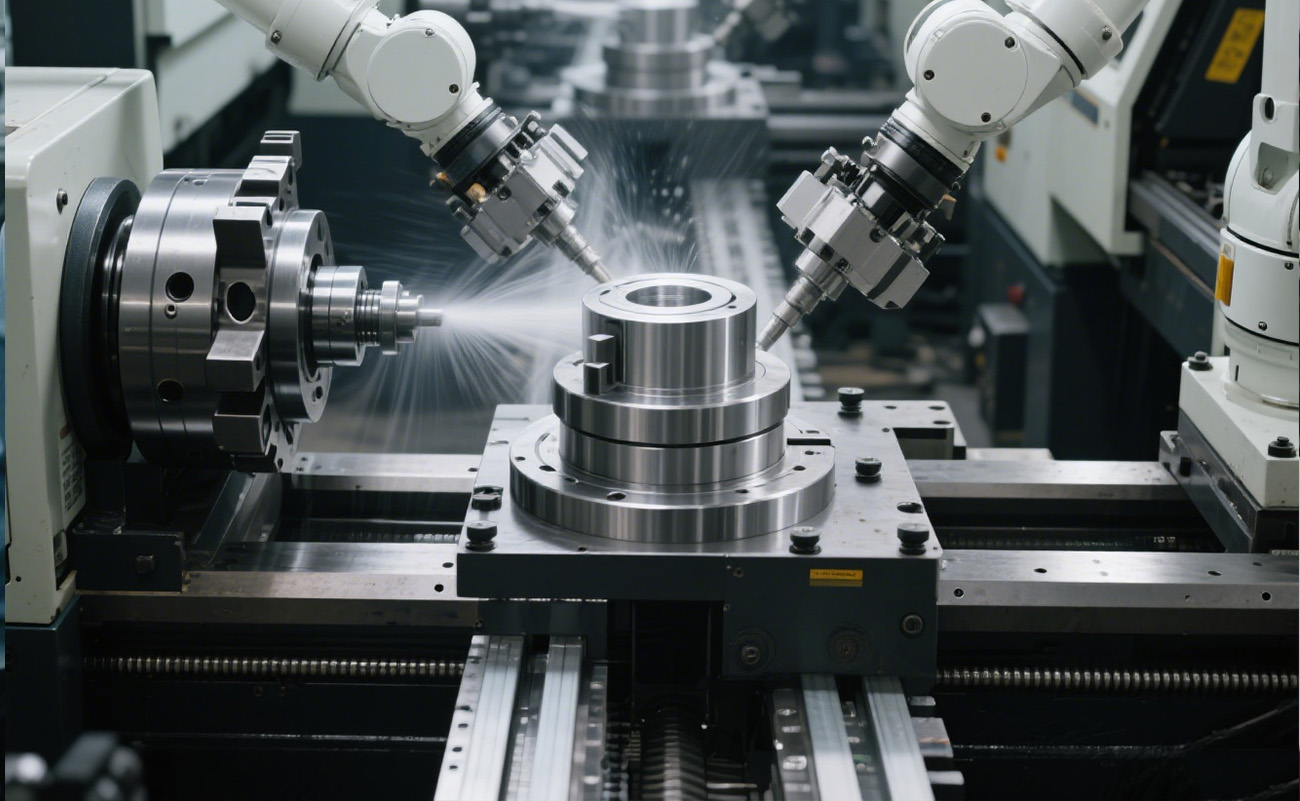
Átfogó CNC esztergálási lehetőségek
1. táblázat:CNC esztergaberendezések és műszaki adatok.
| Kategória | Részletek | Főbb specifikációk |
| Géptípusok | CNC ferdeágyas esztergáló központok: Doosan Puma 5100, Hyundai Wia Lynx 220LSY | Esztergálóberendezések összesen: 30+ fejlett egység |
| Anyagválaszték | Fémek: | Anyagtanúsítványok: Teljes körű nyomonkövethetőségi jelentések elérhetők |
| Feldolgozási tartomány | Max. esztergálási átmérő: 500 mm | Éles szerszámozás: Marási, fúrási és menetfúrási műveletek egyetlen beállítással |
| Precíziós tolerancia | Kerekség: ≤ 0,001 mm | Vizsgálóberendezés: Zeiss Contura koordináta-mérőgép ±(1,5 + L/350) μm pontossággal |
| Utófeldolgozás | Felületkezelés: | Iparági szabványok: ASTM B580 (bevonatolás), Boeing BAC 5616 (eloxálás) |
Iparági alkalmazások és esettanulmányok
2. táblázat:Tipikus alkatrészek és műszaki eredmények.
| Ipar | Közös összetevők | Műszaki kiemelések |
| Repülőgépipar | Turbinatengelyek, futóműcsavarok Működtető rudak, motortartó csapok | Anyag: Ti-6Al-4V-ből megmunkálva, ± 0,003 mm mérettűréssel Felületkezelés: Elérte az Ra 0,4 μm értéket a kritikus csapágyfelületeken Megfelelőség: Megfelelt az FAA fáradási és stressztesztelési követelményeinek |
| Orvosi eszközök | Ortopédiai implantátumok (csavarok, csapok) Sebészeti eszközök fogantyúi, kanülök | Anyag: Orvosi minőségű titán (ASTM F136) biokompatibilis felületkezeléssel Pontosság: A menetemelkedés tűréshatára ± 0,001 mm-en belül van a biztonságos összeszerelés érdekében. Tisztatéri gyártás: ISO 13485 szabványnak megfelelő gyártási környezet |
| Autóipar | Vezérműtengelyek, főtengelyek Tengelytengelyek, erőátviteli tengelyek | Anyag: 4140 ötvözött acél edzett és megeresztett hőkezeléssel Hatékonyság: A nagysebességű esztergálásnak köszönhetően 30%-kal csökkentett gyártási ciklusidő Mennyiség: Havonta több mint 10 000 tengely gyártására képes |
| Olaj és gáz | Fúrólyuk-szerszám alkatrészek Szelepszárak, szivattyútengelyek | Anyag: Korrózióálló ötvözetek (Inconel, Hastelloy) Jellemző: Megmunkált mély belső menetek > 15:1 L/D aránnyal Tesztelés: Megfelelt a NACE MR0175 szulfidos stresszkorróziós vizsgálatnak |
| Elektronika | Precíziós csatlakozócsapok Hűtőborda távtartók, Tengelyek kismotorokhoz | Anyag: Nikkel bevonatú sárgaréz a vezetőképesség és a tartósság érdekében Pontosság: ± 0,002 mm átmérőtűrés szoros illeszkedésű alkalmazásokhoz Felületkezelés: Elektromosan polírozott Ra 0,8 μm-ig a fokozott elektromos érintkezés érdekében |
Gyártási folyamat és minőségbiztosítás
Gyártási folyamatunkat úgy terveztük, hogy minden szakaszban a legmagasabb szintű precizitást és következetességet biztosítsuk.

Tervfelülvizsgálat és folyamattervezés
Először egy alapos gyárthatósági tervezési (DFM) elemzést végzünk olyan fejlett szoftverek használatával, mint a SolidWorks és a CAMWorks. Ez segít optimalizálni a szerszámpályákat, kiválasztani a legmegfelelőbb anyagokat, és egyedi befogókat tervezni a megmunkálás során a biztonságos alkatrésztartás érdekében.
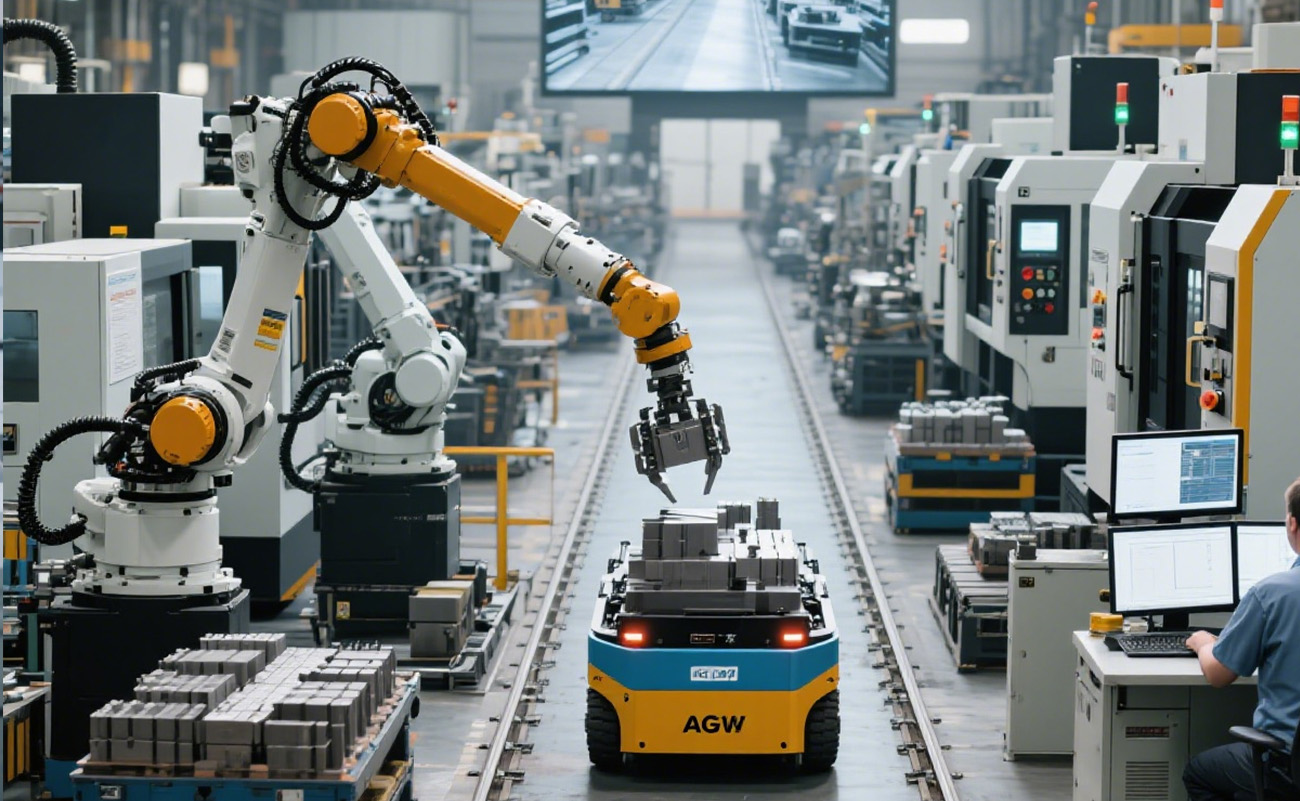
CNC esztergálás és folyamat közbeni felügyelet
Automatizált megmunkálórendszereink, amelyek rúdadagolókkal és robotbetöltőkkel vannak felszerelve, lehetővé teszik az azonos alkatrészek folyamatos gyártását. A Renishaw ciklus közbeni mérőfejei valós időben mérik a méreteket, lehetővé téve az azonnali beállításokat. Statisztikai folyamatszabályozási (SPC) technikákat alkalmazunk a kulcsfontosságú megmunkálási paraméterek monitorozására, biztosítva az állandó minőséget a gyártás során.


Végső ellenőrzés és minőségellenőrzés
Minden alkatrész szigorú ellenőrzési folyamaton megy keresztül. Zeiss Contura koordináta mérőgépet (CMM) használunk átfogó 3D-s mérések elvégzéséhez, nagy pontossággal ellenőrizve az összes kritikus méretet. 100%-os vizuális ellenőrzést is végzünk a felületi hibák, sorják és a kidolgozás minőségének ellenőrzésére. Speciális teljesítménykövetelményekkel rendelkező alkatrészek esetében további funkcionális teszteket végzünk, például nyomaték-, keménység- és fáradásvizsgálatot.
Árazás és átfutási idők
2. táblázat:Tipikus alkatrészek és műszaki eredmények.
| Rendelés típusa | Mennyiségi tartomány | Átfutási idő | Árazási tényező |
| Prototípusgyártás | 1 - 30 egység | 3-5 munkanap | Anyagköltség, bonyolultság és beállítási idő |
| Alacsony hangerő | 30 - 500 egység | 7-12 munkanap | Sarzsméret, szerszámigény |
| Tömegtermelés | 500+ egység | 15-30 munkanap | Termelési volumen, hosszú távú anyagbeszerzés |
ISO 9001:2015 tanúsított minőségirányítási rendszer

AS9100D kompatibilis repülőgépipari alkatrészekhez

ISO 13485 szabványnak megfelelő orvostechnikai eszközök gyártásához
RoHS/REACH-kompatibilis anyagbeszerzés
Árazás és átfutási idők
Készen áll arra, hogy megvalósítsa projektjét? Lépjen kapcsolatba tapasztalt értékesítési csapatunkkal még ma!
Email:sales@xxyuprecision.com
Telefon:+86 - 755 - 27460192
Egyszerűen csatolja 3D modelljeit (STEP/IGES) vagy műszaki rajzait, és mi 24 órán belül részletes árajánlatot adunk Önnek. Hadd mutassuk meg, miért vagyunk a vállalkozások világszerte előnyben részesített CNC esztergálási partnerei.





